Mechanisms Relating
to Reducing Stress in Curing
Thick Sections of UV Adhesives.
- Eric A. Norland
and Frank S. Martin
- Norland Products
Inc., North Brunswick, NJ 08902
1. ABSTRACT
Ultraviolet curing adhesives
are widely used in optical lamination of precision optical lenses,
safety windows, holographic displays, and flat panel displays.
In most of these applications they are being used in relatively
thin films from 3 microns to 40 mils, because most formulations
will only allow UV light to penetrate to a certain depth. If the
formulation does cure in thicker sections, the stress due to shrinkage
typically becomes a problem.
UV adhesives have been developed
which can be cured in relatively thick sections with minimum stress.
In this paper, a number of formulations are compared for variations
in stress when cured in thick sections and the conditions and
mechanism to minimize stress are characterized.
2. INTRODUCTION
This paper discusses work done
in conjunction with formulating a UV curing adhesive for laminating
touch screens to cathode ray tubes used for computer displays.
CRT's provide a challenging laminating process because of their
large curved face. Problems arise because the tolerance between
the CRT and the touch screen are difficult to match. Some areas
will be in close contact while others may be separated by 1/8
inch.
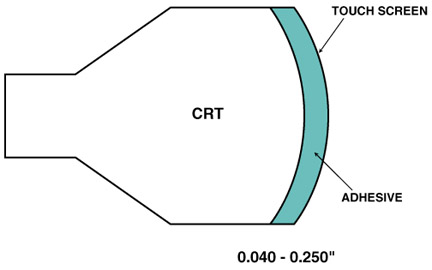
Manufacturers in the past have
overcome this problem using a thick layer of a slow curing epoxy.
The process entails mounting the touch screen on the face plate
with a thick compressible gasket on at least three sides to form
an enclosed area for filling with adhesive. The gasket which can
be up to 1/4 inch is used to minimize any differences in adhesive
thickness. The epoxy typically cures at room temperature for 24
to 48 hours and compresses the gasket as it draws the two surfaces
closer together.
3. UV ADHESIVE CHARACTERISTICS
A UV curing adhesive was desired
in this application because of the great savings in production
time. But first some considerations of its curing characteristics
had to be made.
UV curing adhesives are typically
used in thin films, because most do not cure well in thick sections
or if they do, the stress due to shrinkage becomes a problem.
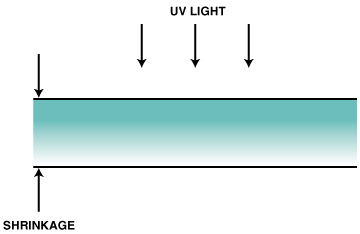
Shrinkage does not always cause
stress if handled correctly. In most UV curing applications the
adhesive cures from the surface down. If there is a uniform bondline
and uniform UV exposure, as the lamination cures, the two surfaces
will be drawn closer together creating very little stress.
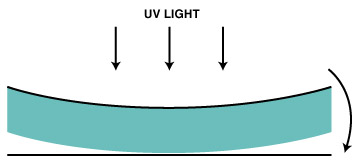
If thicker layers are cured,
we can no longer think in terms of linear shrinkage but must consider
it on a volumetric basis, shrinking in all directions. This can
be a problem because UV adhesives cure so quickly that neither
the adhesive or the surfaces can equilibrate fast enough to prevent
stress from occurring.
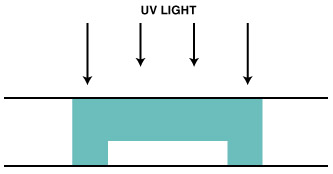
Drawing on an analogy to epoxy,
it was theorized that if the UV adhesive could be formulated to
allow a more uniform cure throughout the adhesive, similar to
the way a two part epoxy cures all at once throughout the product,
it would have more of a chance to equilibrate itself and minimize
void formation.
Literature describes a number
of photoinitiators that are designed for a depth cure as opposed
to a surface cure. These materials tend to be non-fluorescing
and are very efficient, only absorbing the UV energy that they
need and allowing the rest of the energy to pass all the way through.
Previous experience led to quick identification of a range of
appropriate materials.
4. INITIAL EXPERIMENT
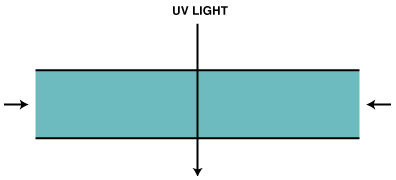
To approximate CRT/Touch Screen
laminations, 4" X 6" glass cells were made using silicone
sealant around 3 sides of the plates to create a 1/8" gap.
<../IMG src="gifs/5.jpg" WIDTH="251"
HEIGHT="237" ALIGN="BOTTOM" NATURALSIZEFLAG="0">
Three UV curing formulations
were tested to find a suitable replacement for the 24 hour epoxy
which had been used. The first was a standard grade low shrinkage
UV adhesive (NOA 61). The second (NOA 73) was a new formulation
designed to cure well in thick sections. The third formulation
(1050-87) was similar to the second except the concentration of
the photoinitiator was decreased to provide a slower cure.
Samples cells were filled with
these UV adhesives and placed in front of a uniform low intensity
UV light (1200 microwatts/cm) for 15 minutes. Low intensity was
used to provide time for the adhesive to equilibrate during the
cure. Cure and shrinkage in the form of void formation was observed
during the exposure. Sample 1 (NOA 61) appeared to proceed smoothly
for the first 5 minutes. But as the cure proceeded to the full
depth of the cell, small areas began shrinking away from the surface
causing large voids to appear. (Illustration 1).
For sample 2 (NOA 73) the results
were much better but again near the end of the process areas at
the surface of the adhesive started to shrink and create voids
at the edges. (Illustration 2).
Sample 3 (1050-87) was exposed
for the same amount of time and showed neither appreciable void
nor stress formation. (Illustr. 3).
All three samples were believed
to have similar shrinkage rates. But sample 3 had been optimized
to minimize potential stress formed during shrinkage. Two further
tests were done to determine what characterized this difference
in the cure.
5. EXOTHERM
Samples were UV cured using
an intensity of 1500 microwatts/sq. cm of UV light in a Perkin
Elmer Model DSC-7 Differential Scanning Calorimeter. The exotherm
was measured for each sample at 25°C and the alpha, or rate
of reaction, was calculated by integrating the area under the
exotherm curve. Results are shown in graph 1.
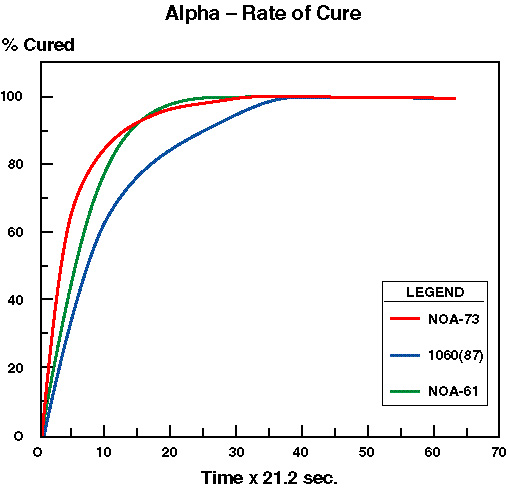
Comparing samples 1,2 and 3, each progressively higher sample
shows a broadening of the alpha curve which indicates a slowing
of the cure rate. But the change does not appear to be significant
enough to fully explain the change in cure and stress formation.
It is believed that because only small samples were allowed in
the calorimeter, the test was not appropriate for observing differences
caused by a thick cure.
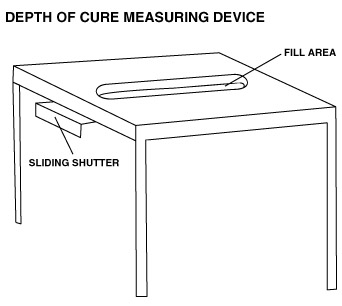
6. DEPTH OF CURE
A device was made to allow
measurement of the depth of cure after various UV exposure times.
This would provide data on thickness as a function of the rate
of cure. The device was composed of a 1/2" x 6" cutout
in a plastic substrate that was 5/8" deep. This was supported
on two sides with 8" legs. A clear cellophane tape was attached
to the bottom of the cutout to form a mold that could be exposed
from below. A sliding shutter was installed underneath the cutout
to allow the length of the mold to receive different exposure
times.
25 gms. of the UV curing adhesives
was placed in the mold and centered over a fluorescent black light
emitting 1000 microwatts/sq. cm of UV light. The entire length
was exposed for 30 seconds before the shutter was moved to block
1" of the mold. Exposure times were doubled for each consecutive
exposure with the shutter moving another 1" each time. Exposure
intervals were 30 sec., 1, 2, 4, 8, and 16 minutes.
After completion of the cure
cycle, uncured adhesive was poured off the top surface and a gentle
acetone wash was used to rinse away any uncured liquid left. The
sample was removed from the mold and thickness measurements of
the different exposed segments were made.

The resulting data is shown
in graph 2, which shows a drastic difference in the formulations.
With the low intensity UV light the first sample was never able
to cure to more than 50 mils. The thickness increased at a steady,
proportional rate to the exposure time indicating a cure from
the surface toward the center.
Sample 2 showed a much more
efficient through cure for the same exposure time. Total thickness
was over 200 mils and the thickness increased steadily in proportion
to the exposure time.
Sample 3 showed the most difference. Total
thickness was the highest for this material, averaging over 250 mils, but the
shorter exposures did not have an appreciable effect on film forming. Film thickness
was not measurable until 120 seconds of exposure at which time it was close
to 250 mils. It appears that the cure was occurring uniformly throughout the
film on initial exposure but was not sufficient to fully polymerize the material
until a certain minimum exposure had occurred.
It was also found that the
total thickness reaches a maximum at 240 seconds, in the middle
of the cure cycle, and then begins to shrink. This is a further
indication of a more uniform through cure in which the polymerization
occurs on a constant basis and the entire thickness shrinks at
the end of the cure cycle.
7. CONCLUSIONS
It has been shown in this set
of experiments that minimizing stress in curing thick sections
of UV adhesives requires the ability of the formulation to cure
throughout the thickness at a relatively uniform rate as opposed
to curing from the surface down. The proper choice of the reactive
polymers, photoinitiators, and UV light intensity, can all be
optimized to provide an efficient through cure.
8. REFERENCES
1. Baeumer, W., "Selection
criteria for photoinitiators," Kontakte(Merck),1989(3),42.
2. Ohngemach, J. and Neisius,
K.H.,"Curing by UV radiation," Kontakte(Merck), pp 15-20,
March 1980
Home
-
Adhesives -
Fiber Optics -
Fish Gel -
Distributors -
About -
Trade Shows -
Employment
| 



